L'arca olearia
Ecco come funzionano gli ultrasuoni in frantoio per produrre olio extra vergine di oliva

La tecnologia ad ultrasuoni sembra essere promettente se applicata alla pasta di olive, a valle della frangitura e prima della gramolatura, in quanto in grado di soddisfare le diverse esigenze. Conosciamola meglio
02 dicembre 2022 | Antonio Riccio
Il progetto SONOLIO, “Innovazione per l’estrazione con sonicazione e conservazione dell’olio extra vergine d’oliva: qualità e caratteristiche nutraceutiche”, è un progetto d’innovazione che prevede l’utilizzo degli ultrasuoni per l’estrazione dell’olio dalla pasta d’oliva. Tale progetto è finanziato dal Programma di Sviluppo Rurale PSR Sardegna 2014/2020 – Misura 16 Sottomisura 16.2.1 - Sostegno a progetti pilota e allo sviluppo di nuovi prodotti, pratiche, processi, tecnologie e realizzato dal Gruppo Operativo SONOLIO, partnership tra la Soc. Coop. Agr. Olivicoltori Valle del Cedrino) e l’Oleificio Gallura soc coop a r.l., con il supporto tecnico-scientifico dell’Istituto di Ricerca ICR.
I principali obiettivi previsti riguardano:
- aumento e miglioramento delle rese e delle caratteristiche qualitative tipiche degli oli ottenuti nel comparto olivicolo sardo;
- riduzione dei costi di produzione e miglioramento dell’impatto ambientale nel processo di trasformazione;
- incremento del valore aggiunto delle produzioni e miglioramento dell’apprezzamento del prodotto, riducendo il decadimento qualitativo del prodotto confezionato a seguito del miglioramento dei materiali di confezionamento.
Al termine del progetto, quindi, sono attesi risultati relativi alla qualità dell’olio extravergine prodotto attraverso una maggiore presenza di sostanze di natura polifenolica, tocofenoli e carotenoidi, nonché un miglioramento delle proprietà organolettiche.
Inoltre si attendono risultati anche relativi all’aumento della resa produttiva nel processo di molitura, alla riduzione della spesa energetica ed all’apprezzamento del prodotto, grazie anche ad una riduzione del decadimento qualitativo del prodotto confezionato
Produrre Olio Vergine di Oliva in frantoio
In generale, la composizione chimica media dell’olio vergine di oliva (EVO) è ben caratterizzata ed è costituita da una frazione saponificabile (più del 98% in peso: trigliceridi, gliceridi parziali, fosfolipidi, cere e acidi grassi liberi) e da costituenti minoritari (circa il 2%); questi ultimi includono diverse classi di composti chimici come alcoli alifatici e terpenici, steroli, composti volatili e sostanze antiossidanti (M. Servili et al., 2007).
Il processo di preparazione dell’EVO, processo oramai millenario e le cui principali unità sono la frangitura/molitura, la gramolatura e la centrifugazione, ha come scopo principale l’estrazione dell’olio presente nell’oliva. Durante l’estrazione, alcune componenti minoritarie, che, come sopra evidenziato, rappresentano circa il 2% in peso dell’olio, vengono trasferite dal frutto ai globuli oleosi (C. G. Herrera, 2007).
Tali componenti minori possono essere già presenti nel frutto stesso o si possono formare a seguito di reazioni chimiche e/o enzimatiche, che si hanno durante l’operazione di frangitura/molitura.
Tra le componenti minori vanno annoverate le sostanze antiossidanti, rappresentate dai caroteni, tocoferoli, fenoli idrofili etc., che sono alla base delle proprietà salutistiche e sensoriali degli EVO.
È bene ricordare che alcune di queste (caroteni e tocoferoli) possono essere presenti anche in altri grassi vegetali e/o animali, mentre i secoiridoidi sono presenti esclusivamente nell’EVO e nelle olive da tavola (M. Servili et al., 2007).
È oramai ben noto che la composizione chimica minoritaria dell’EVO è fortemente influenzata dalle condizioni tecnologiche di produzione dell’olio; pertanto, ogni sistema di estrazione dell’EVO dovrebbe puntare a combinare la migliore efficienza estrattiva, che corrisponde ad una resa elevata, con la migliore qualità possibile del prodotto massimizzando così la presenza delle componenti minori.
Nell’estrazione meccanica dell’olio, un ruolo fondamentale è giocato dalle fasi di frangitura e gramolatura e dalle condizioni di estrazione.
Nel processo produttivo dell’olio la prima fase che presenta criticità per la qualità del prodotto è la frangitura, durante la quale le olive vengono frante e trasformate in pasta. Nel corso di questo processo si ha l’attivazione del patrimonio enzimatico endogeno, che catalizza tutta una serie di reazioni che sono alla base delle caratteristiche organolettiche, della qualità salutistica e la stabilità dell’EVO.
Il secondo punto critico del processo di estrazione meccanica dell’olio è rappresentato dalla gramolatura che può influenzare fortemente sia la resa di estrazione che la qualità dell’olio prodotto.
La gramolatura, unico processo discontinuo dell’estrazione dell’EVO, prevede un lento rimescolamento della pasta d’oliva, prodotta durante la frangitura, al fine di ottenere una migliore separazione dell’olio dall’acqua. Il mescolamento della pasta incrementa le dimensioni delle gocce di olio, migliorandone, quindi, la successiva separazione nella fase di centrifugazione. I tempi di miscelazione sono, però, lunghi con conseguente ossidazione, da parte dell’ossigeno atmosferico, e perdita delle sostanze volatili e di quelle idrosolubili nelle acque di vegetazione.
Inoltre, come sopra riportato, la gramolatura è un processo discontinuo posto tra due operazioni continue, quali la frangitura e la separazione centrifuga.
Da ciò è facilmente deducibile che la gramolatura rappresenta il vero collo di bottiglia dell’intero processo di estrazione dell’EVO.
In generale, negli ultimi anni, nell’industria alimentare, si sono avuti progressi significativi nella ricerca, nello sviluppo e nell’applicazione di diverse nuove tecnologie:processi ad alta pressione, microonde, campi elettrici a radio frequenza, ultrasuoni, etc...
Gli ultrasuoni in frantoio per produrre olio extra vergine di oliva
Nel campo della produzione dell’EVO, la tecnologia ad ultrasuoni (US) sembra essere la più promettente se applicata alla pasta di olive, a valle della frangitura e prima della gramolatura, in quanto sembra essere in grado di soddisfare le diverse esigenze, non sempre tra di loro concordanti, al fine di:
· incrementare le rese di estrazione;
· salvaguardare e/o incrementare la qualità del prodotto;
· ridurre i tempi di lavorazione;
· ridurre i costi di produzione.
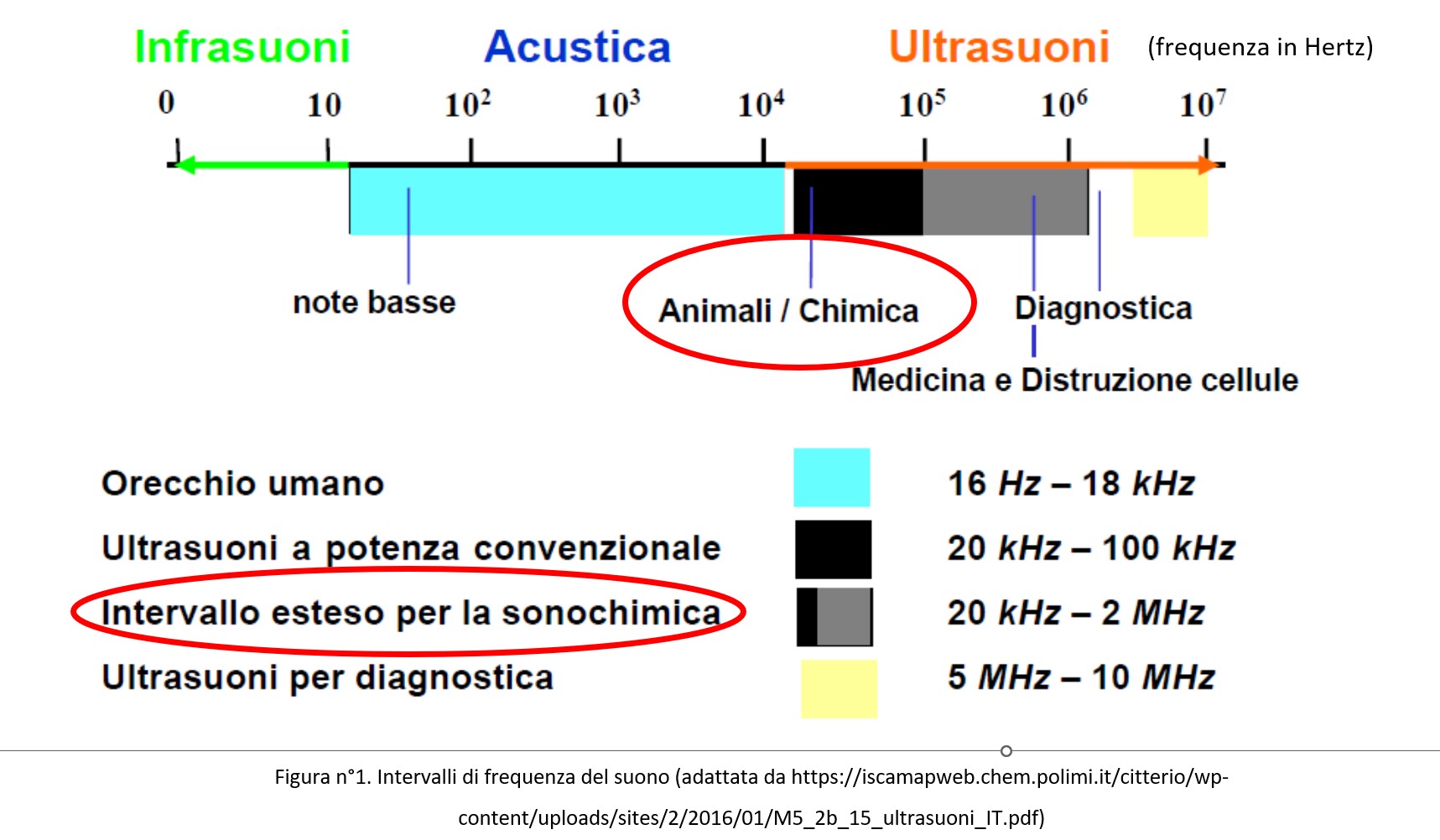
Gli US sono onde sonore non percepibili all’orecchio umano che occupano l’intervallo di frequenze che va da 20 kHz a 10 MHz.
All’interno di questo intervallo è ancora possibile fare un’ulteriore sommaria suddivisione degli US, i quali possono avere caratteristiche sostanzialmente differenti a seconda della frequenza a cui sono generati.
Questa suddivisione è la seguente (figura n°1):
· bassa frequenza: da 20 a 100 kHz
· media frequenza: da 100 kHz a 1 MHz
· alta frequenza: da 1 a 10 MHz
La sorgente ultrasonica è denominata "trasduttore" ed esistono due tipi principali di trasduttori: piezoelettrici e magnetostrittivi.
I trasduttori piezoelettrici, come quello impiegato nella nostra sperimentazione, sfruttano la proprietà piezoelettrica di un materiale allo scopo di convertire l'energia elettrica direttamente in energia meccanica. I trasduttori magnetostrittivi sfruttano invece la proprietà magnetostrittiva di un materiale per convertire l'energia di un campo magnetico in energia meccanica.
La sonochimica è il ramo della chimica che utilizza gli US al fine di accelerare o far avvenire determinate reazioni chimiche. Gli US utili per applicazioni sonochimiche sono quelli compresi tra 20 kHz e 2 MHz (figura n°1).
Gli US sono onde meccaniche che provocano una variazione di pressione con andamento sinusoidale nel mezzo in cui si propagano e la loro particolarità è che quando si propagano in un liquido essi provocano non soltanto la variazione della pressione ma anche il fenomeno della cavitazione acustica, ovvero le onde acustiche forniscono al mezzo, in questo caso un liquido, anche energia meccanica.
Questa energia viene trasmessa e provoca l’eccitazione vibrazionale delle molecole: il surplus di energia vibrazionale induce un riscaldamento con formazione di bolle di gas microscopiche che inizialmente crescono di dimensioni, ma poi in seguito all’aumento della pressione del mezzo vengono compresse violentemente, con conseguente implosione.
Questo fenomeno è ciclico e a 20 kHz si hanno 2x104 cicli di compressione-decompressione al secondo (figura n°2):
(frequenza in Hertz)
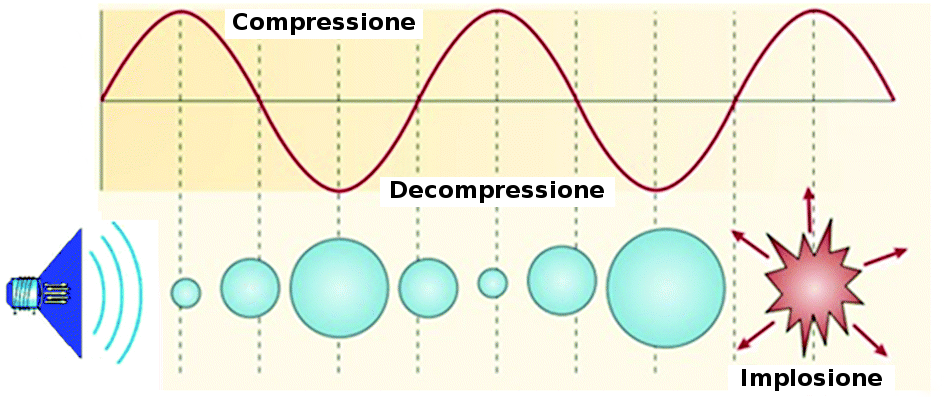
Figura n°2. Crescita e implosione di una microbolla in funzione dei cicli di compressione e decompressione
Le bolle hanno un diametro di qualche micrometro, mentre il tempo di vita delle bolle è dell’ordine dei microsecondi.
Si possono distinguere due diversi tipi di bolle di cavitazione: nel primo tipo, detto stabile, la crescita della bolla rimane invariata intorno ad una dimensione di equilibrio per molti cicli di compressione-decompressione; nel secondo tipo, detto cavitazione transitoria, la bolla cresce e in un solo ciclo raddoppia la sua dimensione e in seguito collassa (figura n°3 e 4).
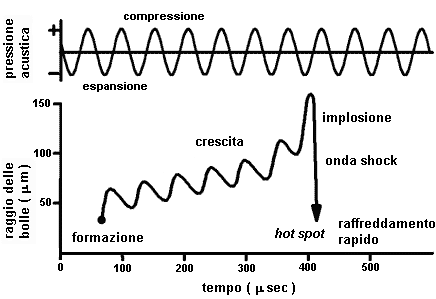
Figura n°3. Crescita e collasso di una bolla transitoria

Figura n°4. Collasso della microbolla con formazione di un getto di liquido
La cavitazione transitoria è propria delle bolle che inizialmente possiedono dimensioni minori.
Il fatto di avere una cavitazione stabile piuttosto che transitoria è dettato da vari parametri, come la temperatura, la pressione, la frequenza, l’intensità degli US, il tipo di solvente e il gas presente nell’ambiente di reazione.
L’implosione delle bolle di cavitazione crea delle condizioni fisico-chimiche molto particolari, con effetti di vario tipo, nell’ambiente circostante (O. Luisnard and J. C. Gonzales-Garcia, 2011; K. Yasui, 2011; T. Y. Wu, 2013).
Applicazione Ultrasuoni nella produzione dell’Olio Vergine di Oliva
In generale, l'applicazione industriale degli ultrasuoni richiede due condizioni principali: un mezzo liquido, che deve essere pari almeno al 5% del substrato complessivo, e una fonte di vibrazioni ad alta energia, ovvero il dispositivo ad US.
Nel processo di estrazione dell’EVO il fenomeno della cavitazione può avere degli effetti rilevanti.
Infatti, qualora l’implosione di una microbolla avvenga in prossimità della parete di cellule, ubicate in porzioni di frutto di oliva passate indenni attraverso il processo di frangitura, allora il microgetto, può rompere le pareti cellulari, favorendo il rilascio di composti solubili dal tessuto vegetale e liberando, così, anche tutte quelle componenti minori fondamentali per ottenere un EVO di qualità e dunque provocando un incremento della qualità stessa.
Inoltre, gli US possono aumentare la probabilità di collisione delle goccioline di olio presenti nella pasta portando, così, ad un aumento delle loro dimensioni con conseguente miglioramento della successiva separazione dell’olio nel processo di centrifugazione, ciò coincide con un aumento della resa.
Con l’introduzione degli US nel processo di estrazione dell’olio, lo schema a blocchi di un impianto di un frantoio può essere così riassunto:
· Defogliazione e lavaggio
· Frangitura
· SONICAZIONE (Figura n°5)
· Gramolatura
· Centrifugazione
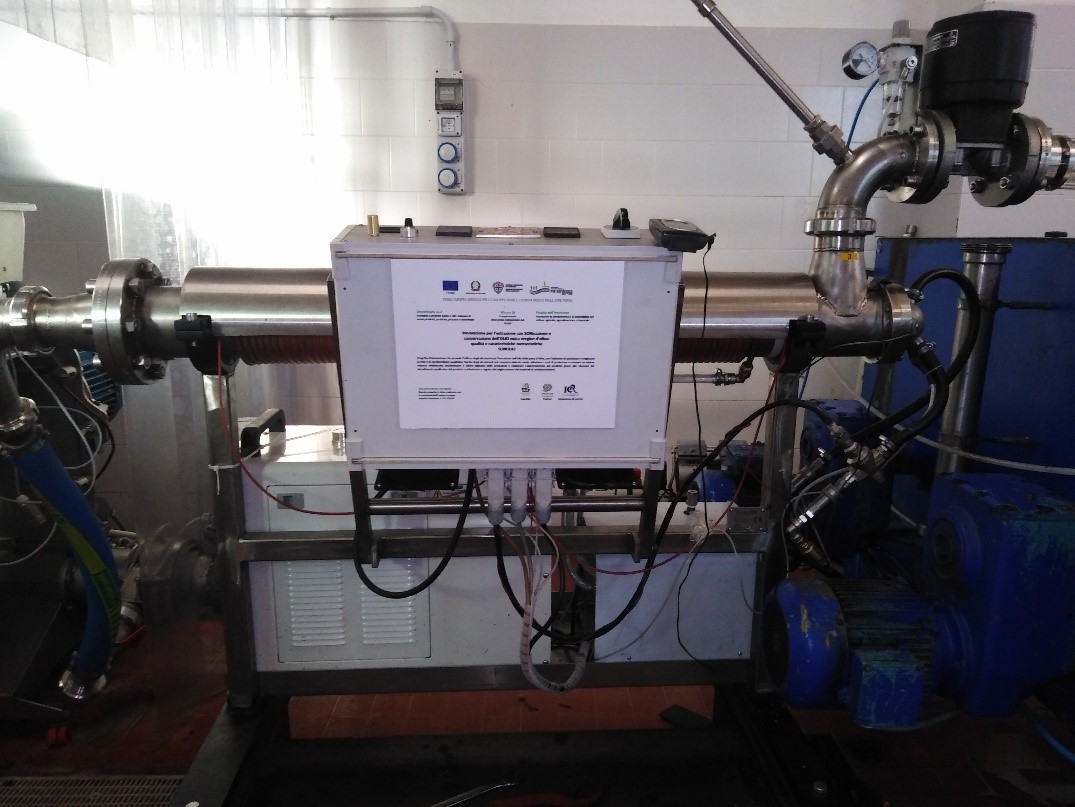
Figura n°5 Il ns. impianto ad US posizionato tra la frangitura e la gramolatura
In questo contesto nella campagna olearia 2021/2022 è stato installato, come previsto dal progetto SONOLIO, l’impianto ad ultrasuoni (US) sulla linea di lavorazione dell’Oleificio Valle del Cedrino.
La macchina, inserita tra il frangitore e la gramola, ha eseguito i primi test necessari per la messa a punto sia della macchina che della stessa nella linea di produzione.
La messa a punto ha riguardato essenzialmente le seguenti caratteristiche e punti critici:
- modalità di installazione dell’impianto (verticale o orizzontale);
- modalità di carico del sonicatore (scelta tipologia di pompa di carico);
- tempi di contatto tra pasta di oliva e US;
- settaggio della pressione di lavoro.
Dalla lavorazione di partite di olive di varietà Bosana, preventivamente identificate, è stato prodotto olio che ha subito la sonicazione; tale olio è stato messo in comparazione con olio prodotto senza utilizzo della sonicazione proveniente dalla stessa partita di olive.
Gli oli prodotti sono attualmente oggetto di comparazione quantitativa e qualitativa; i risultati saranno oggetto di un'unica valutazione al termine del progetto che verranno presto presentati su Teatro Naturale.
Bibliografia
C. G. Herrera, Grasas y Aceites, 58 (2), 2007
O. Luisnard and J. C. Gonzales-Garcia, in “Ultrasound Technologies for Food and Bioprocessing”, Springer Science, 2011
M. Servili et al., Accademia dei Gergofili, Lettura 15 novembre 2007
T. Y. Wu et al., “Advances in Ultrasound Technology foe Enviromental Remediation”, SpringerBriefs in Green Chemistry for Sustainability, 2013
K. Yasui, 2011, in “Sonochemistry Involving Inorganic System”, Springer Science, 2011
Potrebbero interessarti
L'arca olearia
Olio extravergine di oliva: il tesoro della medicina islamica che la scienza moderna conferma

Dalla tradizione profetica ai più avanzati studi clinici, l'olio extravergine di oliva si rivela un alleato prezioso per cuore, cervello e benessere generale. Ecco cosa dicono le ricerche e come sceglierlo e utilizzarlo al meglio
05 agosto 2026 | 15:00
L'arca olearia
Aumento della CO2 e siccità, ecco come aiutare l'olivo a resistere

La siccità stressa l'olivo e la carenza idrica chiude gli stomi, limitando l'assorbimento di CO₂. L'aumento dell'anidride carbonica in atmosfera può stimolare la crescita, ma senza acqua il beneficio è annullato, compromettendo produzione e qualità dell'olio
05 agosto 2026 | 12:00
L'arca olearia
L'attrattività delle trappole per la mosca delle olive, quali esche funzionano meglio?

Ecco l'efficacia di diverse combinazioni di attrattivi proteici e insetticidi per il monitoraggio e il controllo di Bactrocera oleae. Le indicazioni per migliorare le strategie di difesa in olivicoltura
04 agosto 2026 | 16:00
L'arca olearia
Addio a Pieralisi: il fondo Sienna rileva il gruppo e si chiude un'epoca per l'industria olearia italiana

Il fondo francese Sienna, attraverso il veicolo italiano Ver Capital, acquisisce il 70% del gruppo Pieralisi. Dopo 138 anni la famiglia fondatrice esce definitivamente dall'azienda di Jesi, leader mondiale nelle tecnologie per l'estrazione dell'olio d'oliva
04 agosto 2026 | 14:15
L'arca olearia
Olivo 4.0: la computer vision stima la produzione con un errore del 2,6%

Messo a punto il primo sistema al mondo che "vede" le olive sulle piante e ne prevede il raccolto con due mesi di anticipo. Il modello, basato su rete neurale e immagini RGB, sovrastima la resa reale di appena il 2,64%
03 agosto 2026 | 16:00
L'arca olearia
Dai noccioli delle olive, il carburante del futuro: scoperto come trasformare i rifiuti del frantoio in metano verde

Uno studio dell'Università di Castilla-La Mancha converte i residui dell'olivicoltura in catalizzatori in grado di "catturare" l'anidride carbonica e trasformarla in metano sintetico, aprendo nuove frontiere per lo stoccaggio dell'energia pulita e la riduzione delle emissioni
02 agosto 2026 | 12:00